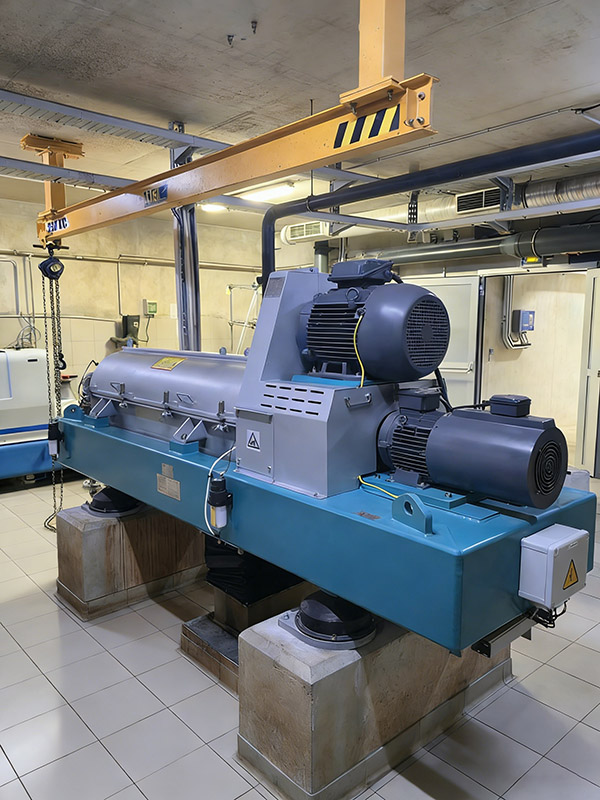
GN is pleased to announce the successful delivery of four sets of mini Decanter centrifuges for a mining exploration project in Europe. The project focuses on early-stage mineral exploration, where efficient solids control and a compact equipment footprint are critical to overall operational performance.

The mini Decanter centrifuges supplied for this project are specifically designed for applications with limited space and flexible deployment requirements. Compared with standard models, their compact design enables easier transportation, faster installation, and seamless integration into modular systems. This makes them particularly suitable for remote exploration sites, where both mobility and operational efficiency are essential.
In addition to their compact structure, the units are engineered with optimized bowl geometry and adjustable differential speed control, ensuring stable and reliable performance under varying working conditions. The Decanter centrifuges effectively reduce fine solids content in drilling fluids, contributing to improved fluid recycling efficiency and reduced overall operating costs.

Another key advantage of the mini centrifuge design is its energy-efficient operation. By combining precise separation performance with lower power consumption, the equipment helps operators achieve an optimal balance between efficiency and sustainability—an increasingly important consideration in modern mining operations.

Throughout the project, GN worked closely with the client to ensure the equipment met specific process requirements. From initial technical discussions through to final delivery, the focus remained on providing a practical, reliable, and tailored solution suited to on-site conditions.
The successful implementation of these four mini decanter centrifuges demonstrates GN’s capability to deliver customized solids control solutions for mining and exploration applications. GN will continue to develop efficient and adaptable equipment to meet the evolving needs of global customers operating in challenging environments.