GN is delighted to announce the triumphant delivery of four sets of mini decanter centrifuges, which will provide support for a mining exploration project in Europe. This project centers on early-stage mineral exploration, where efficient solids control and a small equipment footprint are vital for the overall operational effectiveness.
Hydraulic Decanter Centrifuge

The mini decanter centrifuges provided for this project are specifically crafted for scenarios with space constraints and the need for flexible deployment. Their compact design sets them apart from standard models, facilitating easier transportation, rapid installation, and seamless integration into modular systems. This characteristic makes them an ideal choice for remote exploration sites where both mobility and efficiency hold equal significance.
Besides their compact size, these units are engineered with optimized bowl geometry and adjustable differential speed control. This enables them to maintain stable performance even under fluctuating working conditions. The centrifuges can effectively lower the fine solids content in the drilling fluid, thereby enhancing recycling efficiency and reducing overall operating costs.
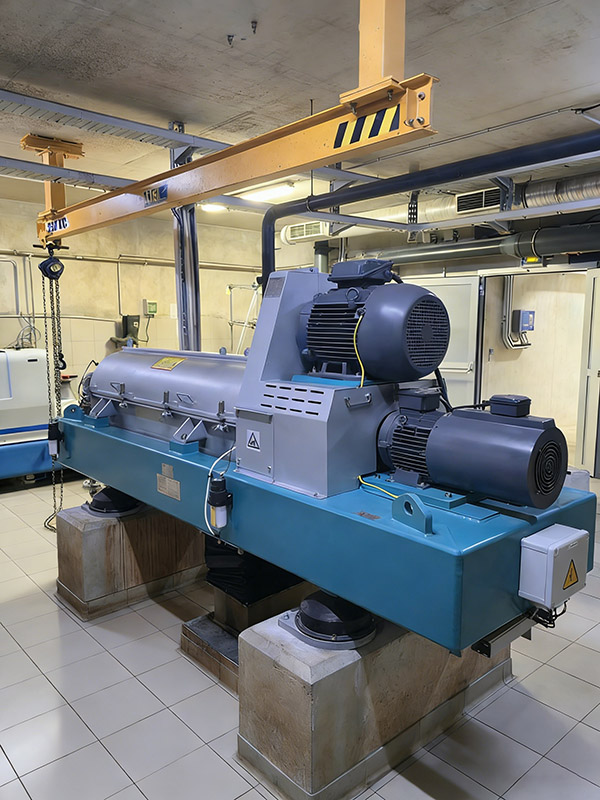
Mining Exploration Decanter Centrifuge

Another notable benefit of the mini centrifuge design is its energy-efficient operation. By merging precise separation capabilities with reduced power consumption, the equipment assists operators in striking a balance between performance and sustainability—a factor that is becoming increasingly crucial in contemporary mining projects.
Throughout the project, GN collaborated closely with the client to ensure that the equipment met specific process requirements. From the initial technical discussions to the final delivery, the primary objective was to offer a practical and reliable solution tailored to the field conditions.
Diamond Core Drilling Centrifuge

The successful deployment of these four mini decanter centrifuges showcases GN’s ability to deliver customized solids control solutions for mining and exploration applications. GN will persist in developing efficient and adaptable equipment to cater to the ever-changing needs of global customers operating in challenging environments.