The construction and mining industry’s premier event, Bauma Shanghai, is set to take place in November 2024, drawing industry professionals from around the world. Held in Shanghai, China, this renowned exhibition serves as a platform for showcasing the latest innovations in equipment, machinery, and technologies across construction, mining, and related sectors.
Author Archives: admin
Solutions to The Gyro and Friction of Decanter Centrifuge
When the decanter centrifuge is working, it is inevitable that there will be gyro and friction phenomena with the limit, which will lead to work efficiency. So how to prevent similar phenomena from happening, analyze the solutions for you as follows:
GN Separation NEWS GN Company at IMARC in Sydney
The mining and resources industry annually gathers at prestigious exhibitions to exhibit the technological advancements and innovations propelling the sector forward. This year, the International Mining and Resources Conference and Exhibition (IMARC), held in Sydney, Australia, has once again emerged as the epicenter for industry professionals, innovators, and stakeholders.

IMARC, hosted at the ICC Sydney, functions as a stage where pioneering mining technology companies present their cutting-edge solutions. Among the myriad of exhibitors, GN Separation is displaying its equipment at booth S27, showcasing its dedication to enhancing mining efficiency and sustainability.
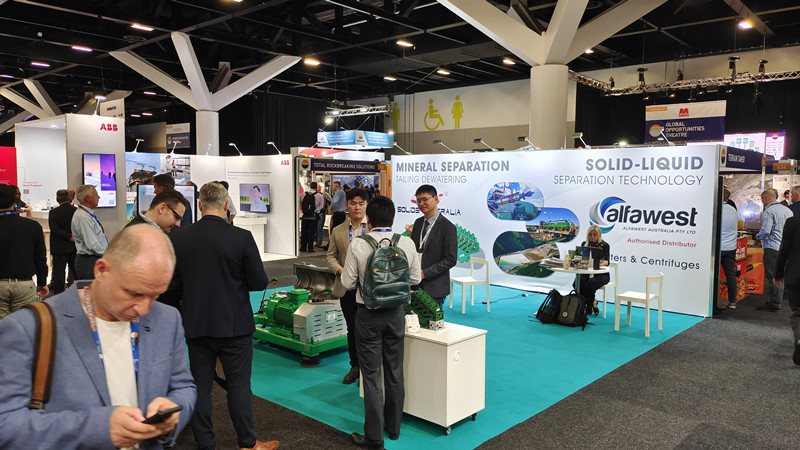
At IMARC, GN Separation’s exhibition revolves around its expertise in tailing dewatering and mineral processing equipment. The company has featured two of its flagship products: the Tailing Dewatering Centrifuge and the Stack Vibrating Screen-Fine Sizer.
Tailings management is pivotal in mining, not only for environmental compliance but also for operational efficiency. The GN Tailing Dewatering Centrifuge is tailored for dewatering tailings, employing centrifugal force to separate water from solid particles. This results in drier tailings that are easier to transport, store, and potentially reprocess if necessary.
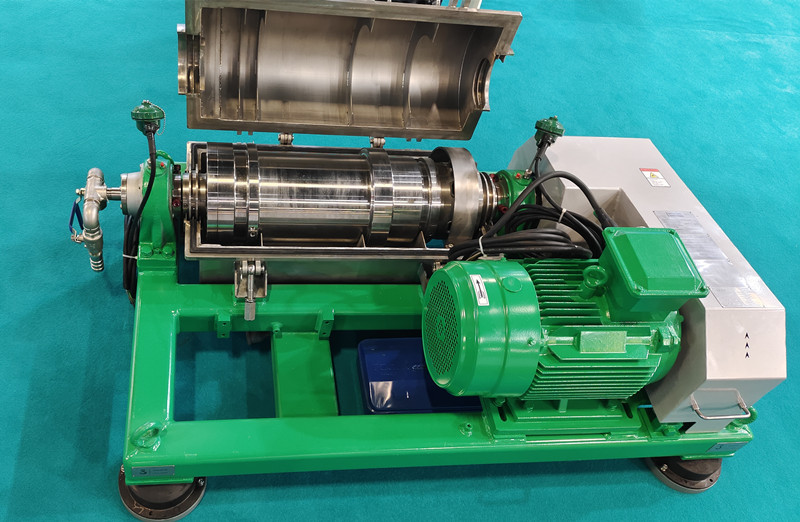
The Mini version of this centrifuge, exhibited at IMARC, exemplifies GN’s capability to offer scalable solutions. Suitable for smaller mining operations or pilot projects, the Mini centrifuge maintains the same high-performance standards as its larger versions but with a footprint and operational cost that aligns with the constraints of smaller enterprises.

Complementing the Tailing Dewatering Centrifuge is GN’s Stack Vibrating Screen, a high-frequency, multi-layer screening system designed for precise separation of fine minerals. This equipment harnesses vibration force and screen media to attain high separation efficiency. The stacked design allows for multiple screening decks within a compact frame, optimizing throughput while minimizing space usage.
GN’s stack vibrating screen utilizes vibration motors from reputable international brands like OLI or Martin, known for their reliability and efficiency. Additionally, the screen deck and other components in contact with mineral slurry are coated with polyurea, a material recognized for its exceptional wear resistance, corrosion resistance, and salt tolerance. This coating not only provides sturdy protection against the abrasive and corrosive nature of the minerals being processed but also ensures the equipment’s durability in harsh environmental conditions.
GN’s participation at IMARC emphasizes its status as a premium supplier in mining equipment. By exhibiting its Tailing Dewatering Centrifuge and Stack Vibrating Screen-Fine Sizer, the company is not only showcasing its dedication to advancing mining technology but also presenting solutions that tackle the industry’s most pressing challenges.
Solution to the Corrosion Defects of Decanter Centrifuge
It’s very important to protect the decanter centrifuge from the corrosion problems. GN separation is professional in manufacturing and maintaining decanter centrifuges. After the warranty period of decanter centrifuge, the corrosion defects and their treatment methods are as follows:

- Pitting corrosion, the following three conditions are minor, so they can not be dealt with temporarily.
1) Large pitting corrosion zone, but no cracks;
2) For scattered corrosion pits, the maximum corrosion depth has not exceeded half of the wall thickness value (not including the calculated thickness of the corrosion margin) required for the calculation of the strength of the vessel;
3) There is no serious chain pitting in the scattered pitting area.
- There are three treatment methods for single corrosion defects under the skin of the decanter centrifugeand individual pit corrosion defects with an area less than 40mm.
1) When it is shallow, you can leave it alone
2) When it is deeper, the sanding method can be adopted, but the wall thickness should meet the strength requirements after sanding;
3) If the strength requirements cannot be met after grinding, surfacing treatment should be used.
- When several large pits with a single area diameter of not more than 40mm exist at the same time, there are two situations.
1) When the distance between two adjacent defects is greater than 120mm, they can be treated as individual pit corrosion defects;
2) When the distance between two adjacent defects is less than 120mm and greater than 50mm, and the corrosion depth does not exceed 60% of the wall thickness, surfacing treatment can be used.
- When the local corrosion defect of the centrifuge does not affect the strength requirement and the area is large (such as large area spots or ulcerative corrosion), it can be treated with metal spraying.
- The local uniform corrosion defects of the centrifuge can be dealt with according to the following three conditions.
1) The corrosion area can be large or small, as long as the depth of the defect does not exceed 40% of the original thickness of the wall, surfacing can be used;
2) When several uniformly corroded defects exist at the same time, the area of a single piece is not greater than 50mm*50mm, and the distance between two adjacent corrosion areas is greater than 50mm, and the depth of the defect does not exceed 60% of the original thickness of the wall, it can be surfacing;
3) When there are too many corroded pieces or the distribution is too wide, cut and repair or replace the defective tube section or tube body can be used.
- The overall uniform corrosion defect of the centrifuge is the least dangerous kind of corrosion defects. Generally, only anti-corrosion measures are used and no other treatments are performed.
- The intergranular corrosion defect is one of the most dangerous defects. For this type of defect, preventive measures are mainly taken. Otherwise, this type of defect can only be replaced as a whole.
Welcome Visit GN at China Mining Conference 2024 in Tianjin
The highly anticipated China Mining Conference and Exhibition, an annual highlight in the mining industry, is set to launch at the Tianjin Meijiang Convention and Exhibition Center. This esteemed event provides a platform for companies to showcase their innovations, fostering collaborations and advancing the mining sector’s future. Amidst the bustling exhibition halls, GN Separation is poised to make a significant impact with its revolutionary mining vibrating screen technology at Booth N2-2301A. Continue reading
3 Sets GNLW654-VFD Dewatering Centrifuge Package for North African Municipal Sludge Dewatering
Recently, GN Separation, a leading manufacturer in sludge dewatering technology, successfully completed production on a batch of municipal sludge dewatering decanter centrifuges destined for a North African country. This substantial order includes three GNLW654-VFD dewatering decanter centrifuges and one 6500L Chemical dosing unit with 3 screw-type metering pumps.

In municipal wastewater treatment, sludge dewatering decanter centrifuges play a crucial role in reducing sludge moisture content, making it easier to manage and dispose of. A key feature of GN’s dewatering decanter centrifuge is the use of tungsten carbide for components that come into direct contact with sludge. Known for its exceptional hardness and wear resistance, tungsten carbide ensures these parts can withstand the abrasive nature of sludge, enhancing the centrifuges’ durability and reducing maintenance and operational costs.

These decanter centrifuges also incorporate dilute oil lubrication systems that continuously lubricate the main bearings. This real-time lubrication minimizes friction and wear, enabling smooth and stable operation and sustaining optimal performance over prolonged periods. Each GN dewatering centrifuge is equipped with temperature and vibration sensors that provide real-time operational data. This monitoring helps operators detect potential issues early, preventing costly repairs or downtime.

The inclusion of 4-VFD control cabinets further enhances the flexibility and efficiency of the centrifuges, allowing precise control over rotational speed, as well as the feed pump and dosing metering pump flow rates. This adjustable control is essential for optimizing the dewatering process according to the specific characteristics of the sludge, ensuring maximum efficiency and high-quality output.
Municipal sludge, which results from wastewater treatment, often contains high water content. During the dewatering process, the polymer dosing unit enhances equipment efficiency by enabling flocculation, where sludge particles form larger flocs that are easier for the centrifuge to separate. The polymer dosing unit optimizes sludge treatment by controlling flocculant dosage and timing, improving sludge dewatering efficiency and resulting in clearer water that meets environmental standards. The reduced sludge volume and water content also lower transportation and disposal costs.
This order completion marks a major milestone for GN Separation, reinforcing its presence in the African municipal sludge dewatering market. It highlights the company’s ability to meet the complex demands of international clients and its dedication to providing innovative, cost-effective solutions. Going forward, GN Separation remains committed to ongoing innovation, striving to deliver high-performance and affordable sludge dewatering solutions that contribute meaningfully to the industry.
GN Hydraulic Drive Decanter Centrifuge for Overseas Starch Production Project
Recently, GN Separation successfully completed the manufacturing of a Hydraulic Drive Decanter Centrifuge for deployment in a major starch production project overseas. Continue reading
GN Separation Will Show at Mongolia Mining International 2024
As autumn’s golden hues sweep across the Mongolian landscape, the mining industry gears up for one of its most significant events: the Mongolia Mining International 2024 Exhibition. Set in Ulaanbaatar, this prestigious event brings together global leaders in mining, equipment manufacturing, and technology, offering a platform to showcase innovations and foster strategic partnerships. This year, GN Separation will be unveiling its advanced ore screening and tailings dewatering technologies, contributing to the growth and sustainability of the mining sector.

GN Booth Information:
- Expo Date: 08-10 October 2024
- Venue: Buyant Ukhaa Sport Palace, 10th Khoroo, Khan Uul, Ulaanbaatar, Mongolia
- GN Booth: B03
GN Separation’s commitment to innovation and sustainability will be on full display through two of its flagship products:
Stack Vibrating Screen
Built for high-capacity screening with exceptional precision and durability, the Stack Vibrating Screen features a unique stacked design that allows multiple decks in a compact footprint. This configuration enhances screening efficiency while minimizing space requirements, making it ideal for processing various minerals, including coal, iron ore, gold, and copper. Additionally, its customizable design enables miners to optimize it for their specific operational needs.
Tailings dewatering centrifuge
Complementing the screening solutions, GN’s Tailings Dewatering Centrifuge is a vital tool in optimizing mineral recovery while minimizing environmental impact. By using centrifugal force, the centrifuge effectively separates liquids from solid particles in tailings streams, producing a drier, more manageable product for safe storage or reuse. Its robust construction and user-friendly design ensure reliable performance with low maintenance costs, making it an attractive option for miners.
GN Separation is not only focusing on delivering cost-effective solutions but is also committed to addressing environmental challenges. The company’s technologies are designed to reduce water usage and promote sustainable mining practices. As the mining sector seeks to balance efficiency with environmental responsibility, GN Separation’s solutions stand out as essential tools for long-term success. The 2024 exhibition presents a pivotal opportunity for GN to engage with a global audience and forge new partnerships that will drive the industry forward.
Standard start-up and shutdown steps of decanter centrifuge
Before starting the decanter centrifuge, check in advance: whether the overload protection device is in normal working condition; whether the fastening bolts everywhere are loose; whether the drum can rotate normally; whether the moving parts and static parts are rubbed. Continue reading
GN US Company Successfully Participated the EXPOMINA PERU 2024
GN US Company successfully took part in the highly anticipated EXPOMINA PERU 2024, where it showcased its advanced mining industry solutions. As one of the premier global exhibitions for mining and heavy equipment, EXPOMINA offered GN an ideal platform to present its state-of-the-art technologies tailored for the dewatering, material classification, and the tailings management. Continue reading