The Importance of Dynamic Balancing in Decanter Centrifuge Manufacturing
Dynamic balancing is a crucial step in the manufacturing of a decanter centrifuge, directly determining its stability, performance, and lifespan. Because a centrifuge operates at extremely high rotational speeds, even a tiny imbalance in the rotating assembly can lead to serious vibration, noise, premature bearing wear, or even structural damage.
At GN Separation, every decanter centrifuge goes through a three-stage dynamic balancing process to ensure excellent performance and long-term reliability.
- First Stage – Medium-Speed Balancing (around 1800 RPM):
In this stage, both the bowl and scroll assemblies are tested at medium speed to eliminate initial imbalance and ensure that the components are stable before high-speed rotation. This helps technicians identify any unbalance caused by machining or assembly tolerances early on. - Second Stage – High-Speed Balancing (Operating Speed):
The next step involves balancing the rotating assembly at the centrifuge’s actual working speed, which can exceed 3,000 RPM depending on the model. This high-speed test simulates real working conditions and detects even the smallest residual imbalance that only appears at high rotational speeds. - Third Stage – Complete Machine Balancing:
Finally, after the whole centrifuge is fully assembled, the entire unit undergoes integrated dynamic balancing in GN’s dedicated balancing workshop. This final step ensures the centrifuge runs smoothly and stably under full-speed operation, minimizing vibration and extending the life of bearings and seals.
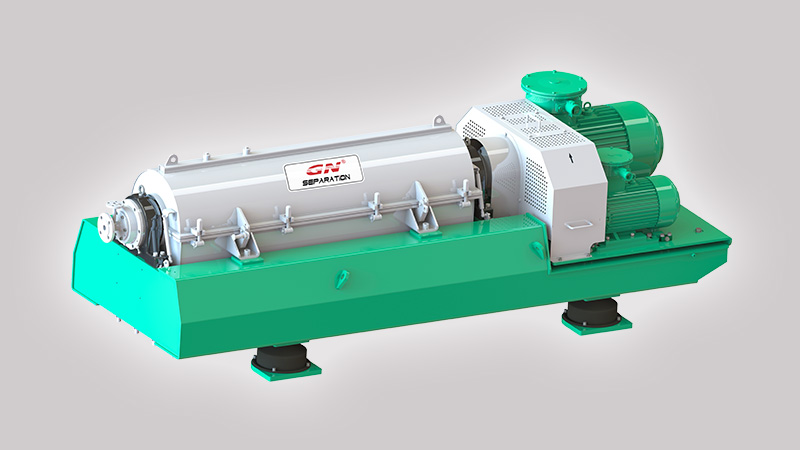
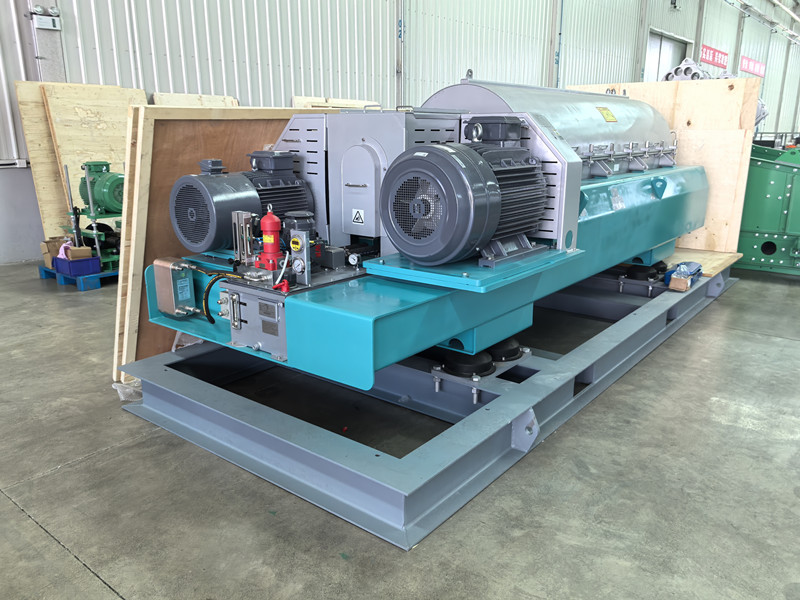
 Figure 1. Dynamic Balancing
Figure 1. Dynamic BalancingMany manufacturers only perform low-speed or single-stage balancing, but GN’s three-stage balancing process provides a much higher level of accuracy and safety. During each stage, vibration amplitude and phase angle are carefully measured, and corrections are made until the unit meets strict balance standards.
Through this comprehensive process, GN ensures that every centrifuge operates with minimal vibration, lower noise, and maximum reliability. Dynamic balancing is not just a quality checkpoint — it’s a core guarantee of precision engineering and long-lasting performance.