In the pharmaceutical manufacturing industry, wastewater treatment is one of the most critical yet challenging processes. Pharmaceutical effluents often contain high levels of suspended solids, organic matter, and other complex compounds that must be efficiently separated before discharge or reuse. The GNLW364-VFD dewatering centrifuge is designed to address these challenges, providing a reliable and energy-efficient solution for solid-liquid separation in pharmaceutical wastewater treatment systems.

1. Meeting the High Standards of the Pharmaceutical Industry
Pharmaceutical production demands strict compliance with environmental and regulatory standards. The GNLW364-VFD centrifuge ensures effective dewatering of sludge while maintaining process cleanliness and safety. Constructed with stainless steel 316L contact parts, the unit offers superior corrosion resistance against chemical agents commonly present in pharmaceutical waste streams. Its fully enclosed design minimizes odor emission and contamination, creating a clean and hygienic working environment.
2. Optimized Performance with Variable Frequency Drive (VFD)
Equipped with a VFD control system, the GNLW364 allows operators to precisely adjust the bowl and scroll speeds to suit different feed conditions. This flexibility enables optimal separation efficiency even when the feed composition fluctuates. The system’s intelligent control panel provides real-time monitoring of parameters such as torque, flow rate, and vibration, ensuring stable operation and preventing overload. This adaptability makes it suitable for both primary sludge thickening and final dewatering stages in wastewater treatment lines.
3. Sustainable and Cost-Effective Operation
The dewatering centrifuge significantly reduces the moisture content of sludge, lowering transportation and disposal costs. By improving the dryness of the discharged solids, it minimizes waste volume and supports sustainable resource management. Additionally, the GNLW364-VFD’s energy-efficient drive system helps pharmaceutical plants reduce power consumption and carbon footprint, aligning with global trends toward greener production.
In summary, the GNLW364-VFD dewatering centrifuge is a proven and trusted solution for pharmaceutical wastewater treatment. With its high efficiency, flexibility, and compliance with industry standards, it plays an essential role in helping pharmaceutical facilities achieve cleaner, safer, and more sustainable wastewater management.



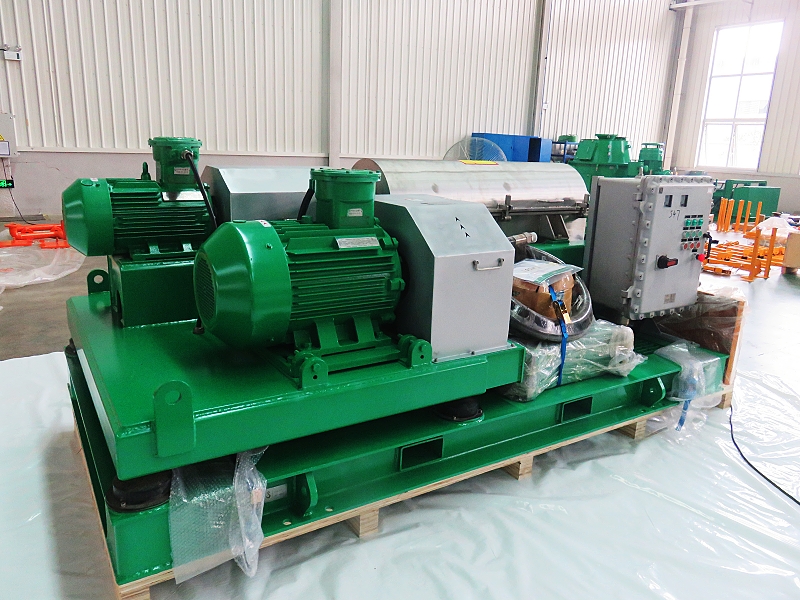






 Fig. 1 Drilling mud treatment system
Fig. 1 Drilling mud treatment system